2本の線をつき合わせて加圧し、通電させて溶接する工法をバット溶接と言います。
線の突合せ部分の抵抗に通電するので、発熱が大きくすぐに溶け始めます。
溶けると隙間が生まれスパークします。(アーク放電が始まる)
そこでばねが追従して加圧して溶けたワークが固まり溶接できるのです。
接合部は少し太くなってしまうが、強度優先の場合は良い結果となる。
線の太さを変化させずに突き合せたいというユーザー様も増えているので、
これからの課題として取り組んでいければと考えています。
マイクロ電子では6mm以下の小さな線をバット溶接する治具を作ったりしています。
上記アニメはコンデンサ式溶接電源などの直流式をイメージして作りましたが、
コンデンサ式でも交流式でもワークの種類や大きさ、仕上がり具合などで使い分けることが出来ます。
溶接のポイント
2本の線をしっかりクランプすることが重要です。(加圧時にずれたりしないように)
断面がきれいでないと、溶接の再現性がよくないので、断面がきれいに切れるカッターも重要な要素になります。
ワークは丸線でも角線でもこの工法なら問題なく溶接することが出来ます。
2段通電などの方法で安定させる方法をとる場合もあります。
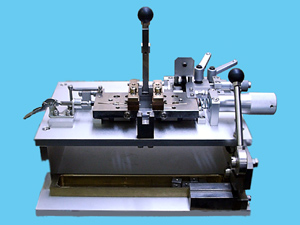
バット溶接治具写真
【本体】
カッタでワークをきれいにカット→ワークを左右のクランプにはさみ加圧→ 溶接電源で通電→付合せ溶接が完成します。
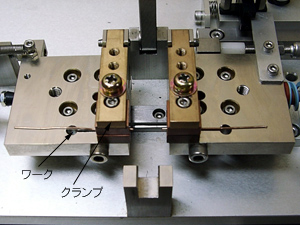
【クランプ部】
ワークをクランプではさみ、均一の力で加圧できるようにクランプから出る長さも同じにすることも重要です。
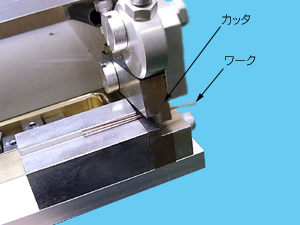
【カッタ部】
断面をきれいにカットするカッタです。
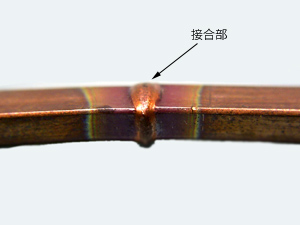
【溶接サンプル1】
3mmx2mmの角棒状ワーク
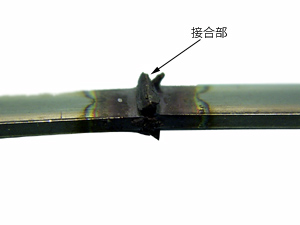
【溶接サンプル2】
3mmx2mmの板状ワーク
参考ページ
溶接について→コンデンサ式溶接電源について
溶接について→単相交流式式溶接電源について
※使用電源の仕組みを記述しています。参考にしてください。
※電源の選択など、ご相談いただければアドバイスさせていただきます。
