溶接加工において電流波形や電流値をすべてロギングして、「不良が出たときの改善のデータとして保管したい」と言う要望が近年増えてきていると思われます。 それを踏まえて、なるたけ安価で安定した波形保存の方法を検討しています。
ひとつの提案として、市販のデータロガーを使う波形出力装置を試作してみました。
前回のコラム(第16回)の続きです。
プロトタイプだった電流波形の取得装置をもうちょっと進化させてみました。
販売の状態にかなり近い試作機です。
見た目はこんな感じです。

実験はロギングかつ判定も出来る判定装置で行いました。
その1よりも少し高級な装置を使用してみます。
実験の溶接電源はインバータ式にしてみました。
条件は電流値900A スロープ3ms 通電時間10msに設定しました。 合計13msの通電時間です。
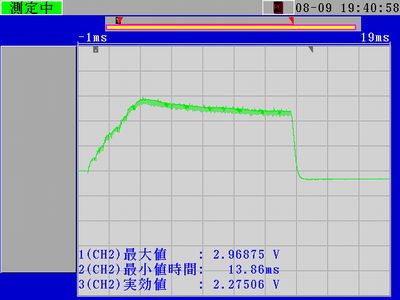
電圧の最高値を表示かつ波形の判定も行えます。
通電時間の判定も行えます。
さらに実効値も判定できます。
波形はこんな感じです。
判定結果を出力することも出来るので、 既存の溶接モニタの出来ることが出来ます。
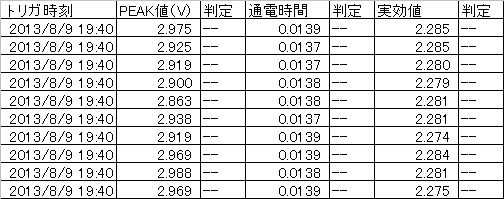
そして、波形とデータ(PEAK値 通電時間 実効値)をロギングしてCSVデータとして保管できます。
ロギング状態はこんな感じです。
既存の溶接モニターには専用機のいいところがあると思います。
だだ、既存の装置で波形やデータをロギングするとなるとパソコンをつなげたりすることが要求されます。
どうしても通信で保管することになります。
判定装置を使うことにより、直に取り込めるので、安定したロギングが実現できると思うのです。
弊社の電流波形取得装置(仮名)は用途に合った判定装置を選択することが可能です。
推奨する装置はありますが、シンクロスコープなど何でも可能です。
使い勝手の良い装置だと私は思うのですが、 実際の現場にも聞いてみたいと思っています。
要望をいろいろ教えてもらって、喜んでいただける装置に少しづつ仕上げていければ良いなと思っています。
