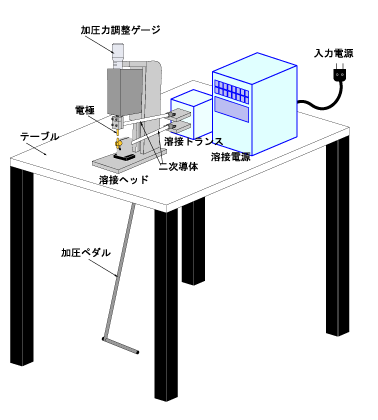
卓上スポット溶接の基本構成と作業の流れ
マイクロスポット溶接の場合、作業テーブルに溶接ヘッドを固定して、上図のように設置します。
作業者は椅子に座り、加圧ペダルを足で踏むと溶接ヘッドが下降するので、電極でワークをはさみます。
さらに加圧ペダルを踏み込むと、加圧力が設定値に到達して通電スイッチが入り通電します。
ワークに電流が流れ、電極が追従して溶接されます。
※加圧力は加圧力調整ゲージで設定します。
※追従とはワークに通電した時に溶けた金属を瞬時に押し込むことを言います。非常に重要な溶接ヘッドの動作です。
二次導体は太く短いほうが効率が良いため、溶接トランスは溶接ヘッドのなるたけ近くに設置します。
各部説明
| 溶接電源 | 単相交流式・コンデンサー式・インバーター式・トランジスタ式・MIROなど |
| 溶接トランス | 溶接電源の発生させる電流を電圧を落として大電流に変換させる装置。 |
| 溶接ヘッド | 決められた加圧力で通電させ、抵抗発熱して溶けた部分を接合させる機構部。 |
| 電極 | クロム銅、タングステン、モリブデン、銅タングステンなどが一般的な材質です。ワークや耐久度によって使い分けます。 |
| 加圧ペダル | 溶接ヘッドを駆動させるペダル。ヘッド内臓の通電スイッチが入るまで足で踏み込みます。 自動機などではエアー駆動やサーボモーター駆動を使うこともあります。 |
| 二次導体 | 溶接トランスから出力された電流を電極に伝えるケーブル。効率を良くするためになるたけ太く(22SQ~200SQ)短いものを使用します。 |
| テーブル | 溶接ヘッドを固定して、溶接電源が載せられれば何でも可能です。しかし、ペダルの取り付けのため、穴をあける必要があります。 |
| 入力電源 | 単相交流式→100Vまたは200V コンデンサ式→100Vまたは200V インバータ式→200V三相交流 トランジスタ式→100V MIRO→100Vまたは200V |
| 加圧力調整ゲージ | 溶接ヘッドの加圧力を調整するマイクロゲージ→この設定のところで通電する仕組みになっています。 |
※電源の選択など、ご相談いただければアドバイスさせていただきます。